Często zadawane pytania (FAQ)
FARM GROWN SOLUTIONS

Pytania dotyczące folii rolniczej
Kliknij na pytanie
Owijanie bel kiszonki w folię z tworzywa sztucznego pozwala na dużą elastyczność przy użytkowaniu i przechowywaniu bel, a także zapewnia dobrą jakość paszy. Pozwala również na łatwiejszy transport nadmiaru kiszonki, co nie jest możliwe w przypadku silosu z kiszonką.
Z uwagi na wprowadzone w połowie lat 90-tych przepisy z zakresu kontroli ścieków wielu rolników zdecydowało się na stosowanie beli z kiszonek do przechowywania paszy przez okres zimowy stanowiących alternatywę dla kosztownych ulepszeń wymaganych w przypadku starszych silosów.
Szukając dobrej folii do owijania kiszonki, należy wziąć pod uwagę kilka aspektów.
Najważniejsze z nich to:
FOLIE WSPÓŁWYTŁACZANE
Posiadają właściwości mechaniczne, które zapewniają bezproblemowe użytkowanie w wielu istotnych etapach owijania folią i użytkowania beli.
Używając folii współwytłacznej, można osiągnąć najwyższą wydajność, ponieważ wszystkie właściwości składników folii oferują najwyższą efektywność.
ODPORNOŚĆ NA ZRYWANIE
Folia musi mieć dobrą odporność na podarcie, aby zredukować jej zrywanie się na początku cyklu owijania beli.
PRZYLEGANIE
Folia musi dobrze przylegać, aby zapewnić wysoką szczelność podczas owijania. Jest to niezbędne w celu połączenia wszystkich warstw i zapewnienia dobrej ochrony potrzebnej do wytworzenia i przechowania cennej paszy. To, że folia sprawia wrażenie lepkiej, nie zawsze oznacza dobrą przyczepność przy długim okresie przechowywania; również, jeżeli folia szeleści niekoniecznie oznacza to lepsze przyleganie. Przy foliach, które są bardzo lepkie w dotyku, istnieje ryzyko pozostawienia pozostałości kleju na wałkach rozciągających folię, prowadząc do problemów na dalszych etapach pracy.
ODPORNOŚĆ NA PRZEBICIE
Folia musi mieć wysoką odporność na przebicie, aby wytrzymać siłę wyrzucenia z obrotnicy na ostre ściernisko, a także, mające miejsce potem, przenoszenie i układanie na stosie.
NIEPRZEZROCZYSTOŚĆ
Do produkcji wysokiej jakości kiszonki folia powinna być na całej swojej powierzchni jednolicie nieprzezroczysta. Przy rozciąganiu folii, jej kolor powinien rozproszyć się równomiernie, bez powstających na folii widocznych „okienek”. Wystąpienie tego problemu wpływa nie tylko na kolor, ale także zmniejsza istotne elementy ochrony UV oraz pogarsza przyleganie w miejscach, gdzie powstały „okienka”. Jeżeli czarna folia posiada jednolite rozproszenie koloru, bez śladów „okienek”, oznacza to, że ma dobrą nieprzezroczystość.
UV
Wysoki i spójny stabilizator UV w folii jest niezbędny, ponieważ szkodliwe promieniowanie ultrafioletowe obniży jakość folii, ostatecznie powodując pęknięcie tworzywa.
KONTROLA JAKOŚCI
Identyfikacja i gwarancja jakości rolki. Wszyscy dobrzy producenci folii nadają rolkom unikalny numer identyfikacyjny, aby zapewnić możliwość identyfikacji każdej wyprodukowanej rolki.
Tego typu normy produkcyjne zapewniają nie tylko możliwość identyfikacji produktu, dają także gwarancję jakości oraz tego, że wszystkie produkty będą zgodne z jednolitą normą producenta.
Aby zapewnić dobre, wysokiej jakości bele kiszonki należy spełnić określone istotne wymagania:
JEDNOLITY I PRAWIDŁOWY KSZTAŁT BEL
Konieczny, aby zapewnić prawidłowy i wydajny proces owijania. Ma to szczególne znaczenie przy belach owijanych siatką, ponieważ słabe pokrycie bel siatką, w wyniku którego otrzymujemy belę z „ramionami”, prowadzi do uwięzienia powietrza między „ramionami” – co prowadzi do zepsucia i utraty plonu.
DUŻA ZAWARTOŚĆ SUCHEJ MASY
Bele z dużą zawartością suchej masy (SM) zapewniają dobrą fermentację plonów oraz pomagają utrzymać kształt owiniętych bel po sprasowaniu, ułatwiając przechowywanie.
OWIJAJ W CIĄGU 2 GODZIN OD BELOWANIA
Wydłużenie czasu pomiędzy belowaniem a owinięciem może spowodować rozwój grzybów i obniżenie wartości odżywczej plonu.
PRAWIDŁOWE OWIJANIE
Należy zawsze zapewnić prawidłowe nanoszenie folii, najlepiej MINIMUM 6 warstw (niezbędne w przypadku sianokiszonki), z zakładkami posiadającymi MINIMUM 50% szerokości. Aby zapewnić poprawne nanoszenie folii i zakładek, rozciągnięcie folii musi być kontrolowane do odpowiedniego poziomu 70%, ponieważ większe rozciągnięcie spowoduje nadmierne zwężenie folii, prowadząc do mniejszych zakładek. Można tego uniknąć, utrzymując wałki rozciągające folię w czystości i bez resztek kleju oraz zachowując prawidłowe prędkości obrotowe, szczególnie podczas owijania w wyższych temperaturach otoczenia.
WIELKOŚĆ I NIEPRAWIDŁOWY KSZTAŁT BELI
Pamiętaj – jeżeli średnica beli przekracza 1,2 m, owijarka nie może zapewnić zakładek z szerokością 50% bez zwiększenia liczby obrotów beli. Dotyczy to również owijania źle uformowanych bel.
PRAWIDŁOWE PRZECHOWYWANIE BEL
- Najczęstszą przyczyną psucia się plonów jest nieprawidłowe przechowywanie bel.
- Owinięte bele powinny być układane w stosy dołem/górą do podłoża, pozwalając jak największej liczbie warstw na kontakt z podłożem dla dodatkowej ochrony oraz wykluczenia możliwości zdeformowania bel przy dalszym układaniu na nich kolejnych bel.
- Bele o niskiej zawartości suchej masy nie powinny być piętrowane. Pozwoli to zapobiec otwieraniu się uszczelnionych zakładek folii, co mogłoby się wydarzyć przy stałym nacisku wywieranym przez znajdujące się na górze bele.
- Bele należy przechowywać z dala od drzew, by uniknąć uszkodzeń powodowanych przez ptaki. Należy unikać pozostania owiniętych bel na polu przez dłuższy okres po owinięciu, gdzie również są bardziej narażone na aktywność ptaków.
- Zawsze przykrywaj ukończony stos beli siatką Novatex, siatką typu rafia o gęstych splotach; siatkę należy zawiesić nad belami przy użyciu starych opon (lub podobnych przedmiotów) i obciążyć przy podłożu.
Jeżeli stosowane są niewłaściwe lub nieprawidłowe procedury, mogą wystąpić straty w kiszonce. Poniższe wskazówki mogą pomóc zidentyfikować potencjalne problemy:
SŁABA JAKOŚĆ PLONU
- Niewłaściwa faza rozwoju roślin (nienadająca się do cięcia)
- Trawa zanieczyszczona ziemią z powodu zbyt niskiego koszenia
- Zbyt długi okres podsuszania, który może powodować pogorszenie jakości plonu.
- Niewłaściwy kształt bel (z „ramionami”), umożliwiający uwięzienie powietrza podczas owijania
Problemy te mogą zostać wyeliminowane poprzez zastosowanie siatki, która zapewni całkowite pokrycie beli.
ODWIJANIE SIĘ FOLII
- Słabe właściwości przylegania użytej folii
- Niewystarczająca liczba nałożonych warstw folii
- Plon, siatka lub sznurek wystają spomiędzy warstw folii, uniemożliwiając prawidłową szczelność.
- Nierówne zakładki folii na beli Może to być spowodowane przez:
- Nieprawidłowo skalibrowaną owijarkę
- Niewystarczająca liczba obrotów beli (minimum 16 obrotów dla folii 750 mm lub 24 obroty dla 500 mm – przy beli 1,2 x 1,2 m i pokryciu 4-warstwowym.Dla pokrycia 6-warstwowego wymagane są 24 obroty przy folii 750 mm lub 36 obrotów przy folii 500 mm).
- Zbyt duże lub zniekształcone bele (gdzie większy obwód beli będzie wymagał dodatkowych obrotów, aby zapewnić prawidłowe zakładki na folii).
- Nadmierne rozciągnięcie folii – często spowodowane odłożeniem się kleju na wałkach rozciągających folię.
PĘKANIE FOLII
Używanie uszkodzonej folii do owijania powoduje jej pęknięcie przy rozciąganiu.
- Niewystarczająca ilość folii
Najczęściej spotykana na obszarze przeznaczonym do ostatniego owinięcia folią. Świadczy o konieczności dodania jeszcze jednego obrotu podczas owijania.
Należy pamiętać, że połowa pierwszego obrotu beli jest wymagana do osiągnięcia pełnej szerokości folii na beli. - Nadmierne rozciągnięcie folii
Często spowodowane folią gorszej jakości używaną w otoczeniu o podwyższonej temperaturze, zwiększoną prędkością obrotnicy przy owijaniu lub nagromadzeniem się kleju na wałkach rozciągających folię, co powoduje nadmierne zwężenie folii prowadzące do zbyt małych zakładek. - Uszkodzenia spowodowane przez ptaki
Zwykle bardzo łatwe do zidentyfikowania – wszystkie warstwy folii są przedziurawione, a elementy plonu wyciągnięte są na zewnątrz. Najczęściej znajdują się wyłącznie na górnej części beli,
ale mogą pojawić się również na dole, jeżeli bele zostały pozostawione na polu po owinięciu. Można tego uniknąć, stosując siatki do kiszonek Novatex – rolki siatki typu rafia. - Przebicie folii
Często spowodowane owijaniem plonów z wysoką zawartością suchej masy (SM) lub gdy bele są wyrzucane z obrotnicy bezpośrednio na ściernisko suchej trawy.
Dla najlepszych rezultatów należy zawsze owijać bele w tym samym miejscu na polu, aby spadały na ten sam gładki obszar na podłożu.
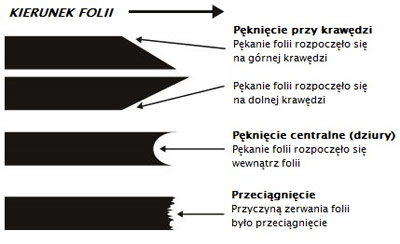
FOLIA ZRYWA SIĘ PODCZAS OWIJANIA
Jeżeli folia zrywa się podczas owijania, dokładna inspekcja pęknięcia pozwoli ustalić, gdzie rozpoczęło się pęknięcie. Dzięki temu można ustalić, czy przyczynę pęknięcia stanowi zahaczenie rolki, beli lub folii o owijarkę – w zależności od tego, gdzie rozpoczęło się pęknięcie.
Przedstawiono to na wykresie poniżej:
Wskazówki dotyczące zużycia folii przy owijaniu bel kiszonki/sianokiszonki o wysokości 122 cm:
| Specyfikacja folii | Przybliżona liczba bel z jednej rolki (bele 122 cm) | |
| 6 warstw | 4 warstw | |
| 500 mm szerokości na 1800 m długości | 17 | 26 |
| 750 mm szerokości na 1500 m długości | 22 | 33 |
Jak obliczyć zużycie folii?
Liczbę bel, które można owinąć z jednej rolki folii można dokładnie obliczyć, jeżeli przestrzega się następujących punktów:
- BELE SĄ WIELKOŚCI 1,2 x 1,2 m I MAJĄ JEDNOLITY KSZTAŁT
- OWIJARKA JEST SKALIBROWANA NA PRAWIDŁOWĄ LICZBĘ OBROTÓW
Na 4 warstwy folii – 24 obroty (500 mm) lub 16 obrotów (750 mm)
Na 6 warstw folii – 36 obrotów (500 mm) lub 24 obroty (750 mm)
- FOLIA JEST ODPOWIEDNIO ROZCIĄGNIĘTA DO 70%
Jeżeli wszystkie parametry są poprawne (wielkość beli, naciąg folii do 70% oraz prawidłowa liczba obrotów beli), to następujące wyliczenia będą prawidłowe.
Wszelkie odstępstwa od tych parametrów będą powodowały różnice w obliczeniach.
Przy standardowym rozmiarze beli 1,2 x 1,2 m, nanosząc folię przy rozciągnięciu 70% i stosując prawidłową liczbę obrotów dla używanej szerokości folii (24 obroty dla szerokości 500 mm lub 16 obrotów dla 750 mm, przy 4 warstwach folii), obliczenia są następujące:
A – OBWÓD BELI (suma długości wszystkich 4 boków beli)
B – LICZBA OBROTÓW BELI
C – DŁUGOŚĆ FOLII PO ROZCIĄGNIĘCIU (długość rolki plus 70%)



TAMA POLSKA Sp. z o.o. (Poland)
ul. Wojska Polskiego 2A,
98-200 Sieradz
Poland Tel: (43) 822 0452 E-mail: Fax:(43) 822 04 53

ul. Wojska Polskiego 2A,
98-200 Sieradz
Poland Tel: (43) 822 0452 E-mail: Fax:(43) 822 04 53
Powrót do góry